آموزش
انواع روش های تنش زدایی موضعی کدامند؟ (Local Pwht)

در کارگاه ساخت پروژه، بعضی جوش ها، لوله ها، سازه ها و تجهیزات به صورت ثابت می باشند و یا به علت وزن زیاد، حساسیت و هزینه های پروژه، امکان جابجایی آن ها به خارج از از سایت پروژه نمی باشد. شرکت مهندسی تارا تنش صنعت به عنوان یک شرکت تخصصی در زمینه تنش دایی فلزات، به طور کامل تلاش نموده تا نیاز های فنی مشتریان خود را در محل کارگاه های ساخت مشتری پاسخ اجرایی دهد.
البته، شرایط کار، مقدار زیادی به شرایط تکنولوژی در دسترس، الزامات درست و ویژگی های کارگاه ساخت پروژه دارد. یکی از پروژه های متداول ساخت که شرکت ما همیشه در حال کار بر روی آن بوده است، تکنولوژی جوشکاری های انجام شده بر روی خطوط لوله، قبل، بعد و در حین جوشکاری می باشد.
بازپخت خطوط لوله ی جوش داده شده، در یک کوره غیر ممکن است. زیراکه معمولا آن ها دارای طول زیاد و پیچیدگی های نصب و ساخت زیادی هستند. براین اساس، روش اصلی در اینجا، حرارت دادن موضعی بر روی سرجوش ها می باشد که به آن تنش زدایی موضعی می گویند که به طور کامل در محل کارگاه مشتری انجام می شود.
در اینجا، چندین روش اصلی برای تنش زدایی موضعی سرجوش های جوش داده شده وجود دارد که شامل حرارت دهی گازی، حرارت دهی القایی با جریان های فرکانس بالا و حرارت دادن جوش ها با المنت های حرارتی می باشد. هر روش مزایا و معایب خود را دارد:
1- حرارتدهی گازی نیاز به تجهیزات پیچیده ندارد و با مشعل های مرتبط قابل انجام می باشد و با توجه به منابع غنی گاز در ایران، ارزان ترین روش تنش زدایی می باشد. به هرحال تحت اثر شعله ی مستقیم روی سطح فلز، فرایند های نامطلوبی در اثر اتمسفر اکسیدی مشعل گازی اتفاق می افتد که منجر به تغییرات موضعی و چه بسا غیر یکنواخت در ویژگی های فلز می شود. به هرحال تصمیم نهایی در به کارگرفتن این روش، به اهمیت این موضوع برای طراح پروژه و حساسیت سازه یا قطعه در شرایط کاری سرویس دهی فرایند دارد.

2- روش حرارتدهی القایی می تواند یک نرخ گرم کردن بالایی تامین نماید که البته همیشه مطلوب شرایط کاری فلز و استاندارد نیست. به هرحال میدان مغناطیسی ایجاد شده در فلز، تاثیراتی در فرایند جوشکاری ایجاد می نماید که منجر به یک اثر نامطلوب بر روی قوس جوش و کاهش کیفیت جوشکاری می شود و همچنین شرایط نامطلوبی برای سلامتی کارگران و اپراتور در نزدیک میدان مغناطیسی ایجاد می نماید.
درواقع در این روش ، عملیات حرارتی براساس گرم کردن قطعه توسط سیستم القایی صورت می گیرد. در واقع، یک جریان متناوب AC از سیم پیچ تابیده شده روی جوش و لوله، عبور داده شده و در اثر آن یک میدان الکترو مغناطیسی به داخل قطعه نفوذ کرده و تغییر آن موجب بوجود آمدن جریان های متناوبی بنام جریان های فوکو (گردابی) می شود. بدین ترتیب قطعه در زمان بسیار کوتاهی حتی در حد ثانیه گرم می شود. عامل فرکانس در این روش به شدت حائز اهمیت می باشد، زیرا با اعمال تغییرات فرکانس ، میزان گرم کردن قطعه کنترل می شود.
لازم به ذکر است که در این روش، کابل های القا کننده، به دور محیط لوله پیچیده می شود که با تنظیم تعداد دور کابل به دور لوله و تنظیم میزان فرکانس جریان، میزان حرارت القا شده به داخل فلز تعیین می گردد. به هرحال با وجود مطلوب بودن این روش، در صورت عدم دقت مناسب، میزان تفاوت دمایی ممکن است از حد مجاز عملیات حرارتی تجاوز نماید. همچنین به علت قوانین فیزیک در دماهای بالا و تغییر در خصوصیات فرومغناطیسی فلز پایه ، افزایش دما به دمای بالای 720 درجه سانتیگراد بسیار مشکل می باشد.

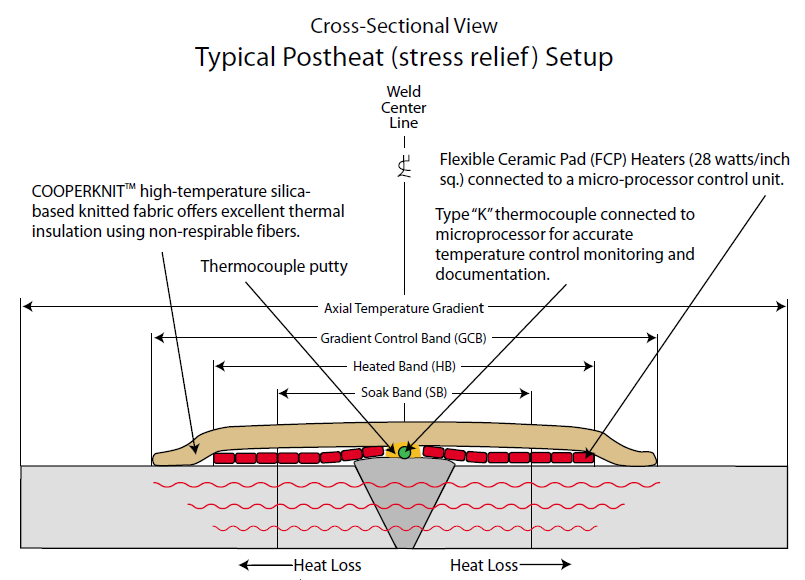
3- روش حرارتدهی موضعی با استفاده از المنت های حرارتی می تواند معایب دو روش قبلی را جبران نماید ولی در مقابل هزینه ی تنش زدایی را افزایش می دهد. در این نوع از حرارت دهی، نرخ گرم کردن به طور ویژه ای توسط الزامات استاندارد کنترل می شود. به طوری که شرایط نرخ گرم کردن و سرد کردن بسیار آهسته و کنترل شده را می هد. با افزایش سایز لوله، میزان المنت و ترموکوپل های مورد نیاز افزایش می یابد. این روش اجازه ی تنش زدایی خطوط لوله از گرید های مختلف فولاد شامل انواع مقاوم به دما و به خصوص فلزات با P-number 91 را می دهد.
همچنین به علت عدم حضور میدان مغناطیسی، اجازه ی فعالیت آزادانه ی اپراتور و کارشناس در کنار منطقه ی حرارت دهی تنش زدایی فلز را می دهد. همچنین اجازه ی تنش زدایی فولاد های زنگ نزن با دمای آستنیته شدن 1100 درجه سانتیگراد و افزایش مقاومت به خوردگی آن ها را به ما می دهد.
بنابراین گفته های ذکر شده در بالا نشان می دهد که روش تنش دایی موضعی با استفاده ا المنت های حرارتی، در محل کارگاه پروژه مشتری، به متداول ترین و پرکاربرد ترین روش تنش زدایی توسط دستگاه های تنش زدایی چند کاناله، تبدیل شده است.

گروه مهندسی تارا تنش صنعت، با هدف تامین، ساخت و واردات تجهیزات و مواد مصرفی عملیات تنش زدایی در کنار ارائه خدمات تنش زدایی موضعی پرتابل در محل پروژه کارفرما، فعالیت می کند.
تماس
-
- آدرس
- اصفهان، خیابان جی، خیابان همدانیان، مجتمع تجاری اداری سپیده، طبقه اول، واحد ۳۱
-
- تلفن ثابت
- 03133462638
-
- تلفن همراه
- 09134336018
-
- واتساپ
- >09134336018
-
- ایمیل
- info@tts-co.com
-
- اینستاگرام
- Tara.Tanesh.Sanat@